I. From the Perspective of the Product Itself
(I) Specification Parameters
The specification parameters of N2XRY armored cable are the core quantitative embodiment of its performance, covering multiple dimensions such as conductor specifications, voltage levels, structural dimensions, and temperature ranges, which accurately adapt to the power transmission needs of different scenarios.
Conductor Specifications
The core conductor of the cable is made of high-purity electrolytic copper (purity ≥ 99.95%). This material selection ensures excellent conductivity, and its DC resistance at 20°C is strictly controlled within industry standards: for example, the conductor resistance of 10mm² cross-section is ≤ 1.83Ω/km, 35mm² cross-section is ≤ 0.524Ω/km, and 400mm² cross-section is ≤ 0.048Ω/km. The conductor structure is divided into solid single-strand and stranded multi-strand. The solid single-strand conductor is suitable for fixed laying scenarios with high rigidity requirements, while the stranded multi-strand conductor improves
Flexibility through bunch stranding or regular stranding processes. The minimum bending radius can reach 12 times the cable outer diameter (for static laying) or 20 times (for dynamic laying), facilitating installation in narrow spaces or complex paths.
The conductor cross-sectional area ranges from 10mm² to 400mm². Among them, 10-70mm² is mainly used for industrial equipment power distribution and building branch lines; 95-240mm² is suitable for medium-voltage distribution systems and large motor leads; 300-400mm² is aimed at high-voltage and large-capacity transmission scenarios such as new energy
Power Stations and regional substations. Each cross-section undergoes strict drawing and annealing treatments to ensure the conductor surface is smooth and burr-free, avoiding damage during insulation extrusion.
Voltage Levels
The cable is designed for medium and high voltage levels, with rated voltages covering 0.6/1kV, 10kV, 20kV, and 35kV, which can be selected according to specific application scenarios. Among them, the 0.6/1kV level is mainly used in low-voltage distribution networks, such as factory workshops and residential quarters; the 10kV and above levels are suitable for medium and high-voltage transmission scenarios such as urban power grid main lines, industrial park incoming lines, and wind farm collector lines. The lightning impulse withstand voltage (peak value) of the cable is: 6kV for 1kV level, 75kV for 10kV level, 125kV for 20kV level, and 200kV for 35kV level, ensuring insulation stability under transient high-voltage environments such as lightning.
Structural Dimensions
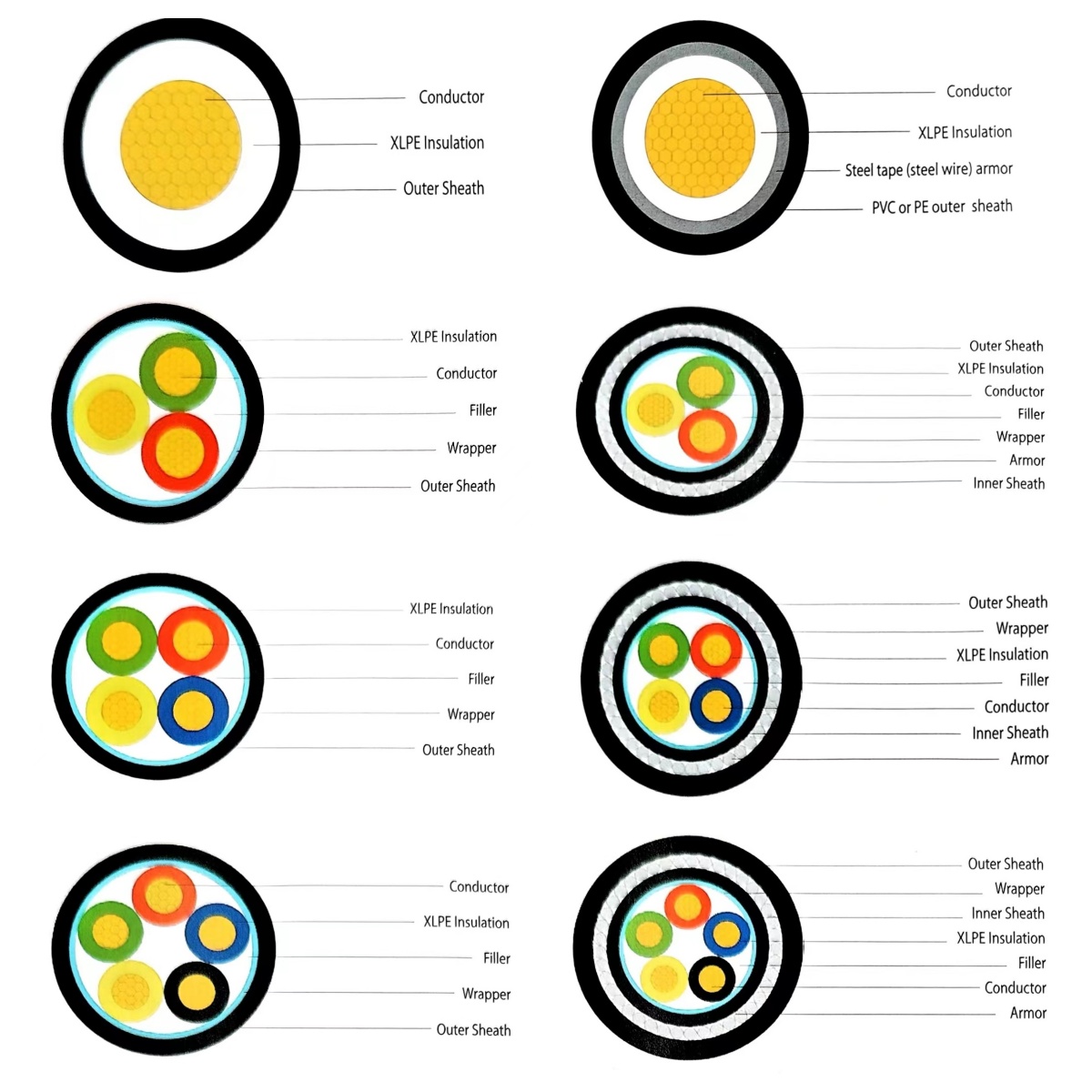
The superposition of multi-layer structures gives the cable specific outer diameter dimensions. Taking the 10kV grade 35mm² cable as an example, its typical structural dimensions are as follows: the conductor diameter is about 6.8mm, the XLPE insulation layer thickness is 3.4mm (meeting the insulation strength requirements of 10kV voltage level), the inner sheath (PVC) thickness is 1.8mm, the
Steel Tape armor layer thickness is 0.5mm (double-layer winding), the outer sheath (PVC) thickness is 2.0mm, and the overall outer diameter is about 28.5mm. The outer diameter of cables with different cross-sections and voltage levels varies significantly. The outer diameter of 400mm²/35kV grade cables can reach more than 80mm. Therefore, it is necessary to calculate installation parameters such as pipe size and bridge capacity according to the outer diameter before laying.
Temperature Performance
The long-term allowable operating temperature of the cable is a key indicator of its environmental adaptability. After cross-linking process (peroxide cross-linking or silane cross-linking), the XLPE insulation layer has excellent high-temperature resistance: the long-term operating temperature of the conductor can reach 90°C, and the maximum temperature during short circuit (duration ≤ 5s) does not exceed 250°C. This feature enables it to operate stably in industrial scenarios with large load fluctuations. At the same time, the cable also has excellent low-temperature resistance. The laying temperature is not lower than 0°C (if the ambient temperature is lower than 0°C, it needs to be preheated to above 15°C before bending). It can maintain the flexibility of the sheath at -40°C without cracking risk, suitable for outdoor laying in cold regions such as Northeast China and high-altitude mountainous areas.
Mechanical Properties
The steel tape armor layer endows the cable with strong mechanical strength, with a tensile strength of ≥ 300N/mm² and an elongation of ≥ 15%. Tests show that when the cable is subjected to an axial tension of 10kN, the conductor, insulation layer, and armor layer have no obvious deformation; under a radial pressure of 100N, the insulation resistance change rate is ≤ 10%. In addition, the impact resistance of the cable is verified by the impact test of a 1kg weight falling freely from a height of 1m. After the impact, the insulation resistance and partial discharge amount meet the standard requirements.
(II) Characteristic Applications
With its multi-layer protective structure and high-performance combination, N2XRY armored cable demonstrates irreplaceable application value in many fields, especially suitable for scenarios with complex environments and strict requirements on safety and reliability.
Industrial Field
In heavy industry scenarios such as metallurgy, chemical industry, and machinery manufacturing, cables need to face multiple challenges such as high temperature, dust, mechanical vibration, and chemical corrosion. The XLPE insulation layer of N2XRY cable is oil-resistant and chemical reagent-resistant, which can resist the erosion of machine tool lubricating oil and acid-base mist; the steel tape armor can withstand continuous vibration and heavy object rolling during equipment operation. For example, in the rolling workshop of a steel plant, the cable is laid underground or along the equipment bracket, and can withstand the high-frequency vibration of the rolling mill for a long time without structural looseness. At the same time, its upper limit of operating temperature of 90°C is suitable for power transmission needs of high-temperature loads such as industrial motors and heating equipment.
Municipal and Construction Fields
Urban power grid transformation and high-rise building power distribution are one of the core application scenarios of N2XRY cable. In the underground comprehensive pipe gallery, cables share space with water supply and drainage and communication pipelines. The water resistance of the PVC outer sheath and the extrusion resistance of the steel tape armor can prevent water immersion damage caused by pipeline leakage and mechanical collision during the construction of other pipelines; in super high-rise buildings, cables are laid along the shaft, and the fire-resistant characteristics (marked "N") enable them to maintain power supply in the early stage of fire (≤ 90min), providing guarantee for personnel evacuation and fire rescue. For example, in skyscrapers above 300m, the main cable from the basement substation to the top machine room mostly uses 240mm²/10kV N2XRY cable, which takes into account large-capacity transmission and fire safety.
New Energy Field
New energy projects such as photovoltaic power stations and wind farms have extremely high requirements on the weather resistance and reliability of cables. In desert photovoltaic power stations, cables need to withstand day and night temperature differences from -30°C to 70°C, strong ultraviolet radiation, and sand erosion. The PVC outer sheath of N2XRY cable is added with ultraviolet stabilizers and carbon black fillers, which can resist UV aging, with a service life of ≥ 25 years; in offshore wind farms, cables are laid in the intertidal zone or seabed, and the combination of steel tape armor and
PVC Sheath forms a double barrier to prevent seawater penetration and marine biological attachment. Its 10kV/35kV level can meet the medium-voltage transmission needs between the wind turbine and the collector platform.
Special Environment Applications
In enclosed or humid environments such as coal mines and tunnels, the safety of cables is crucial. The flame-retardant PVC outer sheath (oxygen index ≥ 30) of N2XRY cable meets the flame-retardant requirements of GB/T 18380, which can delay the spread of flame when laid in the shaft; the grounding performance of the steel tape armor enables it to double as a
Grounding Wire, reducing the cost of laying a separate grounding wire. In addition, in subway tunnel projects, cables are laid along the cable trench next to the track, which can withstand the air pressure fluctuation and vibration impact when the train passes by, ensuring the continuous and stable operation of the subway power supply system.
(III) Material Styles
The multi-layer material combination of N2XRY cable is the material basis of its performance. Each layer of material is strictly selected, and a variety of styles are provided to adapt to different installation methods.
Analysis of Core Materials
Copper Conductor: Made of high-purity electrolytic copper through continuous casting and rolling process, it has the characteristics of fine crystallization and high conductivity. Compared with Aluminum Conductors, copper has a conductivity about 30% higher, which can reduce energy loss by 20% under the same transmission capacity, especially suitable for long-distance and large-capacity transmission scenarios.
XLPE Insulation Layer: Cross-linked polyethylene is a modified material that changes the polyethylene molecule from a linear structure to a three-dimensional network structure through chemical or physical methods. Compared with traditional PVC Insulation, its temperature resistance level is increased from 70°C to 90°C, the dielectric constant (≤ 2.3) is lower, the insulation loss is small, and the anti-aging performance is excellent, which can maintain insulation stability for more than 30 years under normal operating conditions.
Steel Tape Armor (SWA): Hot-dip galvanized steel tape is used, with a zinc layer thickness of ≥ 80g/m², which has good anti-corrosion performance. The armoring process is divided into two types: spiral winding (suitable for scenarios with high flexibility requirements) and longitudinal wrapping (suitable for scenarios with high lateral pressure resistance requirements). The winding pitch is controlled at 1.5-2 times the width of the steel tape to ensure that the armor layer is closely attached to the inner sheath without loosening or wrinkling.
PVC Sheath: The inner sheath (between the insulation layer and the armor layer) is made of soft PVC, which mainly plays a buffering and isolating role to avoid mechanical damage to the insulation layer by the armor layer; the outer sheath is made of hard PVC, added with plasticizers, stabilizers, and flame retardants, which has the characteristics of wear resistance, weather resistance, and flame retardancy. Its thickness is designed according to the cable cross-section and application scenario, usually 1.5-3.0mm.
Style Classification
In addition to the conventional circular structure, N2XRY cable can also provide flat styles according to customer needs, suitable for scenarios with limited installation space, such as elevator shafts and equipment mezzanines. The flat structure can reduce the height space occupied by laying, and the force is more uniform when bending. In addition, for areas that need termite and rat bite prevention (such as near farmland and forests), a specially treated outer sheath style can be provided. By adding insect repellents such as permethrin (content 0.5-1.0%), a continuous insect-proof barrier is formed. After GB/T 24649 test, the rat-proof level reaches level I, and the termite-proof level reaches WS2 level.
(IV) Production Process
The production process of N2XRY cable integrates precision manufacturing and strict quality control. From raw materials to finished products, it needs to go through more than ten processes to ensure the performance consistency of each meter of cable.
Conductor Manufacturing
Electrolytic copper ingots are heated and rolled into copper rods (diameter 8mm) by a continuous rolling mill, and then drawn into
Copper Wires of different specifications by a wire drawing machine (for example, 10mm² conductors are made by stranding 7 copper wires with a diameter of 1.33mm). Water-soluble lubricants are used during the wire drawing process to avoid oxidation of the copper wire surface; during stranding, a untwisting device is used to ensure uniform stranding pitch and reduce the DC resistance deviation of the conductor. The
Stranded Conductor needs to undergo annealing treatment (temperature 300-400°C) to eliminate work hardening and improve flexibility.
Insulation Layer Extrusion
Dry cross-linking production line is used for XLPE insulation layer extrusion: first, the conductor is preheated to 80°C to remove surface moisture; then, in the extruder, XLPE particles (melt flow index 2.0-3.0g/10min) are plasticized by the screw and uniformly extruded on the conductor surface through a mold to form an insulation layer; the extruded cable enters the cross-linking pipe, and the cross-linking reaction is completed in a nitrogen environment at 180-200°C and 1.8-2.0MPa, so that the polyethylene molecules form a network structure; finally, it is cooled and shaped in a cooling water tank to ensure that the thickness deviation of the insulation layer is controlled within ±0.1mm.
Inner Sheath and Armor
After the insulation layer is cooled, it enters the inner sheath extrusion process. Soft PVC material (Shore hardness 60-70A) is coated on the insulation layer by an extruder, with uniform thickness and close fit with the insulation layer, without bubbles or peeling. Then it enters the armoring workshop, and steel tape winding or longitudinal wrapping is carried out according to the design requirements: during spiral winding, the steel tape tension is controlled at 50-80N to ensure tight winding without damaging the inner sheath; longitudinal wrapping is to fold and 咬合 the steel tape through a mold to form a closed cylindrical structure, improving the lateral pressure resistance.
Outer Sheath Extrusion and Finished Product Inspection
After armoring, the cable enters the outer sheath extrusion process. Hard PVC material (Shore hardness 80-90A) is extruded on the armor layer after high-temperature plasticization. The outer surface should be smooth and flat without scratches or depressions. The finished cable needs to undergo a series of tests: partial discharge test (discharge amount ≤ 10pC under 1.73U0), AC withstand voltage test (no breakdown for 1min under 2.5U0), insulation resistance test (≥ 1000MΩ·km), mechanical performance test (tensile strength, elongation at break), etc., and can be put into storage only after passing the tests.
II. From the Perspective of General Product Information
(I) Packaging
The packaging design of N2XRY cable focuses on protecting products, facilitating transportation and storage, while taking into account environmental protection and user convenience.
Packaging Methods
The cable adopts two mainstream packaging methods: wooden reel packaging and steel frame reel packaging. For cables with cross-section ≤ 120mm² and length ≤ 500m, wooden reels (diameter 800-1200mm) are usually used. The wooden reels are made of pine or fir, with side plate thickness ≥ 20mm and hub diameter ≥ 300mm to ensure stable load-bearing; for large-size cables with cross-section ≥ 150mm² and length ≥ 1000m, steel reels (diameter 1200-2000mm) are used, with steel thickness ≥ 5mm, and the surface is galvanized to prevent rust, which can be reused.
When the cable is loaded onto the reel, the tension should be uniform to avoid twisting or loosening. It should be coiled tightly and neatly, and the outer layer is wrapped with plastic film to prevent dust and moisture during transportation. Product information is marked on the side plates on both sides of the reel: model, specification, length, voltage level, production date, manufacturer logo, etc., which is convenient for users to identify and accept.
Packaging Accessories
Each reel is equipped with the following accessories:
Reel fixing parts: including steel shafts, baffles, and binding belts, which fix the cable on the reel to avoid cable loosening due to bumps during transportation;
Certificate of conformity and instruction manual: the certificate of conformity indicates the test results and implementation standards (such as GB/T 12706), and the instruction manual contains installation precautions, storage conditions, etc.
Environmental Protection Design
The wooden reels are made of FSC-certified renewable wood, and the surface has no formaldehyde-based preservatives; the plastic film is a degradable PE material, which can decompose in the natural environment within 6-12 months; the packaging marks are printed with water-based ink, which meets the EU RoHS environmental protection standards and meets the needs of export and projects with high environmental protection requirements.
(II) Transportation
The transportation process of cables must be strictly controlled to avoid product performance degradation due to mechanical damage and environmental factors. The transportation plan is formulated according to the distance, transportation mode, and cable specifications.
Transportation Methods
Road transportation: suitable for short-distance (≤ 500km) or inland transportation, using low-flatbed trucks, with reels placed horizontally, and wooden wedges between adjacent reels to prevent collision; when the weight of a single reel exceeds 5t, a crane should be used for loading and unloading, and dragging the reel directly is strictly prohibited.
Maritime transportation: For export orders, cable reels are loaded into containers. Moisture-proof pads are laid inside the containers, and buffer foam is filled between the reels to prevent seawater moisture intrusion. At the same time, desiccants are placed on the top of the containers (1kg of desiccant is placed per 10m³ of space) to control the internal humidity ≤ 60%.
Transportation Precautions
Transportation Insurance and Tracking
For high-value orders (such as 35kV grade large-section cables), the manufacturer provides transportation insurance, covering the risks of damage and loss during transportation; at the same time, the transportation vehicles are tracked in real-time through the GPS positioning system, and logistics information is provided to customers to ensure that the arrival time is traceable.
(III) Delivery
The delivery process is based on the principles of "accuracy, timeliness, and transparency", forming standardized management from order confirmation to goods outbound.
Delivery Cycle
Cables of conventional specifications (such as 10mm²-120mm²/0.6/1kV) are in stock and can be arranged for delivery within 24 hours after payment; special specifications (such as 400mm²/35kV or customized styles) require a production cycle, usually 7-15 days. The specific cycle is confirmed with customers in advance according to the order quantity and production schedule.
Delivery Process
Order confirmation: After the customer places an order, the sales team checks the model, specification, quantity, and delivery address, and generates a delivery note after confirmation;
Outbound inspection: Quality inspectors conduct appearance sampling inspection on the outgoing cables (whether the outer sheath is damaged, whether the reel is intact), and issue an outbound inspection report;
Logistics docking: Notify the logistics company to pick up the goods, go through transportation procedures, and feed back information such as the logistics order number and estimated arrival time to the customer.
Emergency Order Handling
For emergency needs such as emergency rescue and disaster relief and project rush work, the manufacturer provides a "green channel" service, giving priority to production and delivery. It can be delivered within 24 hours within 100km, and within 48 hours within 100-500km, ensuring power supply guarantee in emergency situations.
(IV) Samples
To help customers verify product performance before bulk procurement, the manufacturer provides standardized sample services to meet the needs of testing, bidding and other scenarios.
Sample Specifications and Quantity
The sample length is usually 1-5m, and can be provided in whole sections or multiple sections (for different testing items) according to customer needs. The provided samples adopt the same materials and processes as bulk products to ensure performance consistency; for special tests (such as long-term thermal aging tests), longer lengths (10-20m) can be provided to meet the requirements of continuous testing.
Sample Application and Delivery
Customers can apply for samples through the sales team or the official website, and need to provide basic information such as company name, contact person, and intended use. For regular customers, samples are provided free of charge (only freight is borne); for new customers, a deposit may be charged, which will be refunded after bulk procurement. Samples are usually delivered by express, and the delivery time is 3-5 days nationwide.
Sample Testing Support
The manufacturer provides a sample test report, including conductor resistance, insulation thickness, withstand voltage performance and other key indicators, to help customers quickly understand product performance. If customers need to conduct third-party testing, the manufacturer can assist in contacting authoritative testing institutions (such as China Electrical Equipment Testing Institute) and provide necessary technical parameters.
(V) After-sales Service
The manufacturer provides a complete after-sales service system to solve customers' problems in installation, use and maintenance, and ensure the stable operation of the cable.
Warranty Policy
The warranty period of N2XRY cable is 5 years from the date of delivery. During the warranty period, if the cable has quality problems (such as insulation breakdown, sheath cracking) due to manufacturing defects, the manufacturer provides free replacement or repair services; for damage caused by improper installation or man-made factors, paid maintenance services are provided.
Technical Support
A professional technical team is set up to provide 7×24-hour technical consultation services, answering customers' questions about installation specifications, laying methods, and fault diagnosis. For large projects, on-site technical guidance can be arranged, including cable laying supervision, joint processing demonstration, etc., to ensure that the installation quality meets the design requirements.
Fault Handling
In case of cable failure during use, the manufacturer responds within 2 hours after receiving the report, formulates a solution within 24 hours, and dispatches technicians to the site for handling if necessary. For urgent faults affecting power supply, emergency repair teams are arranged to rush to the site for repair, minimizing the downtime loss of customers.
Feedback and Improvement
The manufacturer establishes a customer feedback mechanism, collects opinions and suggestions on product performance and service through regular return visits and questionnaires, and uses them as an important basis for product improvement and service optimization. For reasonable suggestions adopted, customers are given certain rewards (such as discounts on the next order).
In summary, N2XRY armored cable not only has excellent performance in terms of product itself such as specification parameters, material selection and production process, but also provides thoughtful and comprehensive services in packaging, transportation, delivery, samples and after-sales, forming a complete service chain from product to service, and is a reliable choice for various power transmission projects.
























 Telefone
Telefone Correspondência
Correspondência